الاقسام
اللغة العربية
|
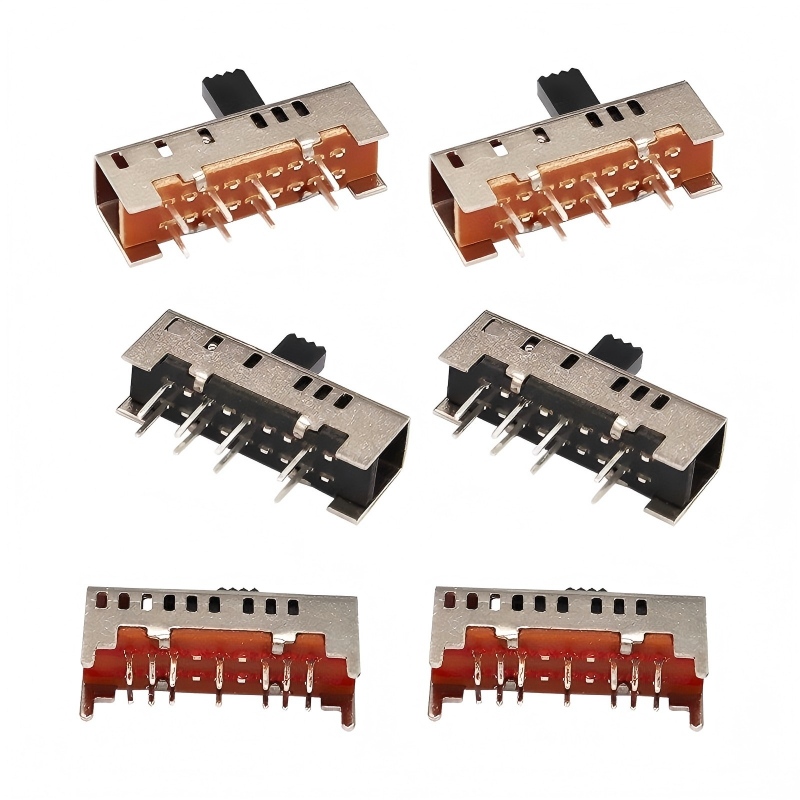
الرضا عن نتائج الصب غالبا ما يطالبنا بإعادة التفكير في سير عملنا وتحسين أساليب التصنيع الأصلية لدينا. نتجت سلسلة اختبارات الصب التي أجريت في هذه الورقة عن حقيقة أنه عندما تم وضع بونتيش كبير بشكل خاص باستخدام سبائك ريمانيوم ستار، على الرغم من أن أسطح التيجان الفردية كانت سلسة، إلا أن غالبية وحدات بونتيك كانت خشنة. لا يمكن استخدام السبائك المحمصة أثناء الصب للجسور الثابتة الكبيرة. يعتمد تصميم ووضع التوصل والتنسيب الطريقة التقليدية: يتم استخدام Sprue بقطر 3 مم للاستخدام في التاج، ويستخدم Sprue 3.5mm في الجسر، ويتم استخدام 5MM كبركة عرضية لتوصيل هذه الصفحات الفرعية وبعد قطر البرون الرئيسي هو 4MM. في ما يلي، سيتم وصفها بالتفصيل الأساليب والخطوات المستخدمة للحصول على سطح أملس وعادل من الصب.-
اختبار الصب
nn-nw الأسطح هو استخدام مواد تضمين جيد&grained، مثل REMACC للتاج وتكنولوجيا الجسر. في اختبار الصب الأولية، قضيب شمع سميك بأبعاد طوله حوالي 60 مم وعلى مستوى 9 مم وعرض 3 ملم هو SELEC#116؛ ED، مما يشبه هيكل قضيب قطع على زرع. غرض آخر من الاختبار هو إلقاء الجسور الثابتة الضخمة دون انكماش تجاويف، مثل تلك المستخدمة في المنطقة المولية.
""nfigure 1: اختبارrod
مع سطح خشن وسيتم التسخين في 950 درجة مئوية.
"nfigure 2: اختبار cast"مع سطح أملس وحشيرها عند 800 درجة مئوية

"_nfigure 3: اختبار casting"مع إدراج sprue.

casting"يعرض"
figure 1 اختبار الصب الأول. يتم تغطية سطح الصب بفقاعات الهواء الدقيقة، وهو الأضرار الناجمة عن المواد التضمين لسطح الصب في تجويف التضمين. تم استخدام 60G من سبائك ريمانيوم ستار في جميع المسبوكات، والذي يتوافق مع وزن حوالي 140 غرام من سبائك المعادن الثمينة. تمت محاكمة مختلف تصاميم الشبكة وأساليب التنسيب خلال عملية الصب. في بداية الاختبار، تم تعيين درجة حرارة سخن الصب عند 950 درجة مئوية. تستخدم آلات صب الطرد المركزي عاليةfRequency في عملية الصب، بالطبع، يمكن أيضا استخدام آلات صب ضغط الفراغ. باستخدام قناة العادم بقطر 1.2 مم والمراقبة تحت حالة التسخين منخفضة نسبيا لفرن ماو فو، إلى أي مدى يمكن إلقاء ذوبان السبائك من خلال تطبيق Sprue Fine بموجب عمل قوة الطرد المركزي. تم تخفيض درجة حرارة سخن الحرارة على التوالي بنسبة 50 درجة مئوية في كل اختبار صب لاحقا. إذا حكمنا من خلال نعومة السطح الصب وتشكيل تجاويف انكماش، فقد وجدت أن أفضل نتائج صب تم إنتاجها في درجة حرارة التسخين عند 800 درجة مئوية (الشكل 2). حتى عندما يتم تعيين درجة حرارة الفرن عند 850 درجة مئوية، فإن سطح الصب سيظل يقيم قليلا تحت حالة استخدام نفس وزن السبائك. وضع Sprue يعتمد طريقة صب الجسر. لماذا هناك حاجة إلى هذا التصميم سيتم شرحه كذلك في مقالة لاحقة. يستخدم نموذج الصب شكل قضيب الشمع، الذي يتم فيه وضع 4 تكوينه بقطر 3.5mm مباشرة. تم وضع SPRUE المستعرض 5MM 10MM من الصب كخزان ذهبي ومتصل ب Sprue الرئيسي (الشكل 3).-
figure 4: الجسر المصبوب مع انكماش شفط كبير على الرغم من استخدام خزان الذهب، تسخين الحرارة عند 950 درجة مئوية

. 5: الجسر المصبوب، تغيير موقف خزان الذهب، اختفاء تجاويف شفط انكماش، تسخير درجة الحرارة 800 درجة مئوية.
 casting
casting
N""
nfigure 4 يوضح استخدام SPRINE المستعرض قطرها 5 مم متصل ببركة 3.5 مم على مسافة 2.5 مم من الجسر. على الرغم من استخدام درجة حرارة سخن 950 درجة مئوية، فإن خشونة سطح الجسر لم يكن واضحا مثل قضيب المصبوب. بالطبع مبلغ المعادن المصبوب 9G المستخدمة أيضا أقل بكثير من كمية قضبان الاختبار المصبوب. النقطة غير المرغوبة هي أن حفلات الشفط الكبيرة يحدث على الرغم من استخدام خزان الذهب. وفقا لنتائج اختبار الصب السابق، تم تعيين موقف Sprue حيث تم تعيين تجمع تخزين الذهب عند 10 مم من جسم الجسر ومتصلة بالشريط الرئيسي. يعرض الصليبxection من عداء بعد الصب (الشكل 5) أن وظيفة خزان الذهب تستخدم جيدا باستخدام هذه الطريقة. عندما يتم تعيين درجة حرارة التسخين عند 800 درجة مئوية، فإن سطح الجسر ينتج أيضا أفضل تأثير صد. يتم توجيه إغراء بقطر 3.5mm مباشرة لضمان حقل نذوب السبائك في القالب بسرعة. في غياب برغي منفصل، يمكن أن تضمن أيضا أن الذوبان المحقون لن ينتج مزيدا من الاضطرابات في القالب.-
""
---
n

هاتف الشركة: +86 021-5995 8756
البريد الإلكتروني E-: اتصل بنا
تليفون محمول: +86 17717022732
موقع الكتروني: condlycasting.b2bara.com
عنوان: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 تسجيل دخول المستخدم
تسجيل دخول المستخدم